
大范围产量波动乙烯精馏塔的连续过程迁移的新策略
论文题目: A novel strategy of continuous process transition and wide range throughput fluctuating ethylene column
发表期刊: JOURNAL OF THE TAIWAN INSTITUTE OF CHEMICAL ENGINEERS, 2021 (SCI, JCR Q1,中科院2区, IF 4.794)
作者列表:
1) 曹欣宜 中国石油大学(北京)信息科学与工程学院 自动化系 博18
2) 许 锋 中国石油大学(北京)自动化系
3) 罗雄麟 中国石油大学(北京)自动化系
文章简介
对于化工过程中工作条件的大范围变化过程,常规控制难以满足平稳控制的要求。取而代之的是,采用以动态优化为代表的过程迁移控制策略来实现工作条件的平稳变化。对于复杂过程,动态优化的应用局限性在于间接法难以求解,直接法无法获得连续解。为了避免这种情况,本文提出了一种基于频域的解析法。通过传递函数描述系统动态模型,以获得连续过程迁移控制策略。此外,通过数值分析讨论了控制策略的简化。通过对产量波动的乙烯精馏塔进行仿真研究,验证了本文提出的控制策略的有效性。
问题描述
对于连续的工业过程,受到工作计划变更的影响,系统的工况经常发生变化。常规的过程控制足以满足当前工作点附近的小范围工况变化的控制要求。但是对于大范围的工况变化,常规过程控制可能导致不良的控制性能,例如缓慢调节和较大的超调。因此研究新的复杂的控制策略是必要的。大范围的工况变化过程定义为过程迁移,其控制策略定义为过程迁移控制策略。
迁移问题旨在寻找可行的控制轨迹,使得过程迁移轨迹满足约束条件。动态优化是基于过程对象的机理模型来获得满足约束条件并使目标函数达到最优的控制轨迹。对于复杂的工业过程,一般选用直接法中的部分离散法,即CVP方法进行求解计算。CVP方法的本质是在时域中分段逼近控制变量。将控制范围划分为N个时间间隔,并在每个时间间隔中通过有限参数对控制变量进行参数化,

根据基函数φ的不同形式,控制向量u(t)可以具有多种近似策略。图1a显示了分段常数近似策略,图1b显示了分段线性近似策略。在实际应用中,一般根据具体问题选择控制向量的近似策略。
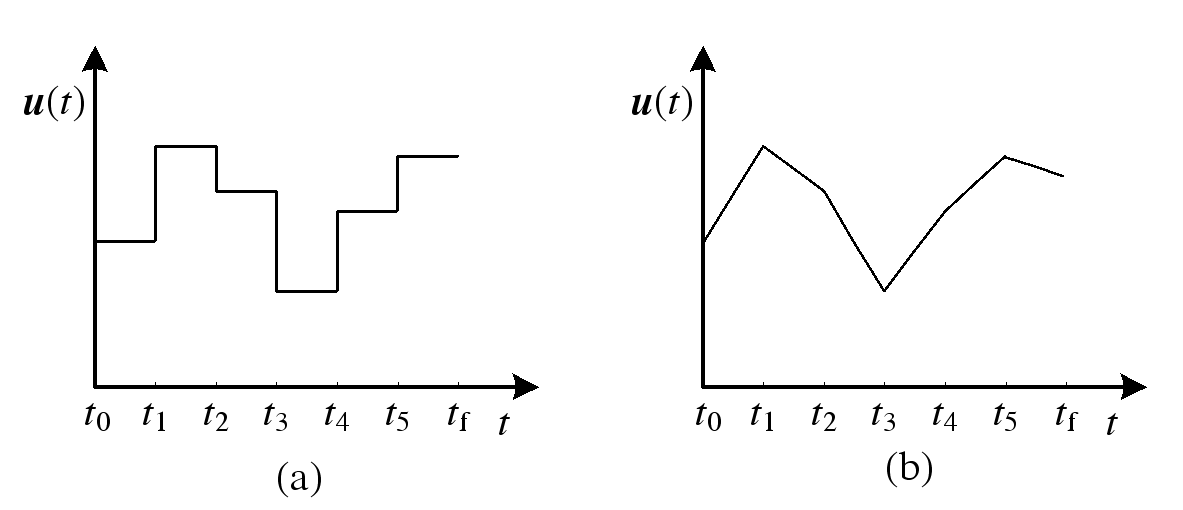
图1 不同的控制向量近似策略:(a)分段常数,(b)分段线性
可以预见,无论如何参数化每个时间间隔的控制变量,优化得到的控制变量都是分段函数,而不是连续函数。除此之外,CVP方法还面临另一个缺点。对于理想的控制轨迹是非标准化轨迹的情况,例如具有跳跃过程的轨迹,优化结果很难反映轨迹的变化规律。以分段常数近似策略为例,如图2所示。
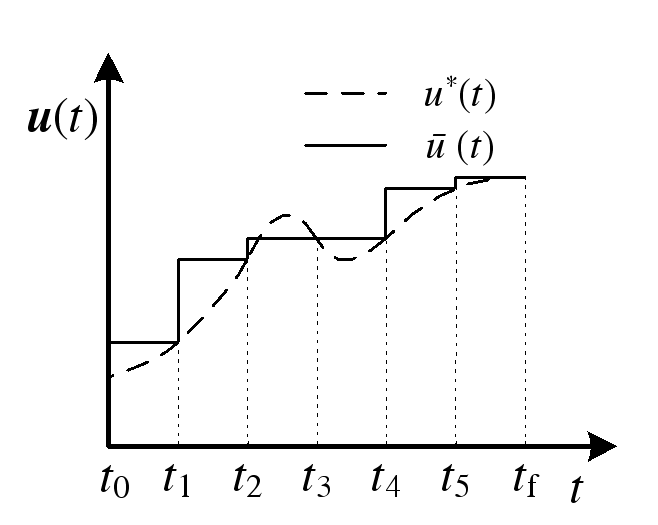
图2 带有跳跃过程的轨迹的控制矢量参数化
在时间间隔![]() 和
和![]() 内,控制参数相等。但是无论是数值还是变化趋势,控制轨迹都大不相同。出现这种情况的原因是,跳跃过程的持续时间小于控制动作的持续时间,而离散化导致的错误将丢失这部分信息。换句话说,分段参数化很难描述持续时间短的非标准过程。除非增加时间间隔的数量,使得控制时间间隔小于非标准过程的持续时间。减少了离散化引起的误差,分段参数化可以描述非标准过程。但是对于CVP方法,时间间隔数量的增加将导致数学规划问题规模的增加,从而增加计算成本。而且总是会有非标准的过程具有更短的持续时间,并且无限地增加时间间隔的数量是不现实的。
内,控制参数相等。但是无论是数值还是变化趋势,控制轨迹都大不相同。出现这种情况的原因是,跳跃过程的持续时间小于控制动作的持续时间,而离散化导致的错误将丢失这部分信息。换句话说,分段参数化很难描述持续时间短的非标准过程。除非增加时间间隔的数量,使得控制时间间隔小于非标准过程的持续时间。减少了离散化引起的误差,分段参数化可以描述非标准过程。但是对于CVP方法,时间间隔数量的增加将导致数学规划问题规模的增加,从而增加计算成本。而且总是会有非标准的过程具有更短的持续时间,并且无限地增加时间间隔的数量是不现实的。
动态优化作为迁移问题的典型解决方案,可以满足过程迁移的要求,因此得到了广泛的应用。但是动态优化仍然存在一定的缺陷,因此需要改进迁移问题的解决方案。
实验结果及分析
动态优化的主要问题在于时间的离散化。为了获得更准确的过程迁移控制策略,本文提出了一种基于频域的分析方法,无需离散时间,从而获得连续的控制轨迹。
乙烯精馏塔迁移问题的频域模型可以具体表示如下。该模型包括两个控制变量,分别为侧线产品抽出量![]() 和底部再沸器热交换量
和底部再沸器热交换量![]() 。还有一个驱动变量,即进料流量
。还有一个驱动变量,即进料流量![]() 。系统传递函数由最小二乘法辨识得到。
。系统传递函数由最小二乘法辨识得到。

将在频域中计算得到的控制策略![]() 通过拉普拉斯反变换得到时域中的相应结果
通过拉普拉斯反变换得到时域中的相应结果![]() 。对于复杂的系统,尽管上述解决方案可以获得
。对于复杂的系统,尽管上述解决方案可以获得![]() 的函数表达式,但该表达式通常不是简单函数的组合。这为实际应用带来了极大的不便。由简单函数组成的近似函数代替原始复杂函数以方便应用是一种常见的数据处理操作。本文选择二阶函数作为拟合函数的结构,通过对原始复杂函数
的函数表达式,但该表达式通常不是简单函数的组合。这为实际应用带来了极大的不便。由简单函数组成的近似函数代替原始复杂函数以方便应用是一种常见的数据处理操作。本文选择二阶函数作为拟合函数的结构,通过对原始复杂函数![]() 的离散测量点的拟合得到方便应用的近似控制函数
的离散测量点的拟合得到方便应用的近似控制函数![]() 。
。
利用gPROMS和Aspen Properties完成对乙烯精馏塔的仿真。将得到的控制函数![]() 应用于乙烯精馏塔,装置运行结果如图3所示。
应用于乙烯精馏塔,装置运行结果如图3所示。
图3d证明了通过基于频域的分析方法获得的控制策略可以满足乙烯产品质量的要求,基于频域的控制策略是合适的过程迁移控制策略。将本文的结果与常规控制策略和动态优化控制策略的结果进行了比较。图4a和4b显示了常规控制的过程迁移的结果。图4c和4d显示了分段常数CVP方法的过程迁移的结果。

图3 乙烯精馏塔的过程迁移结果(基于频域的解析法)
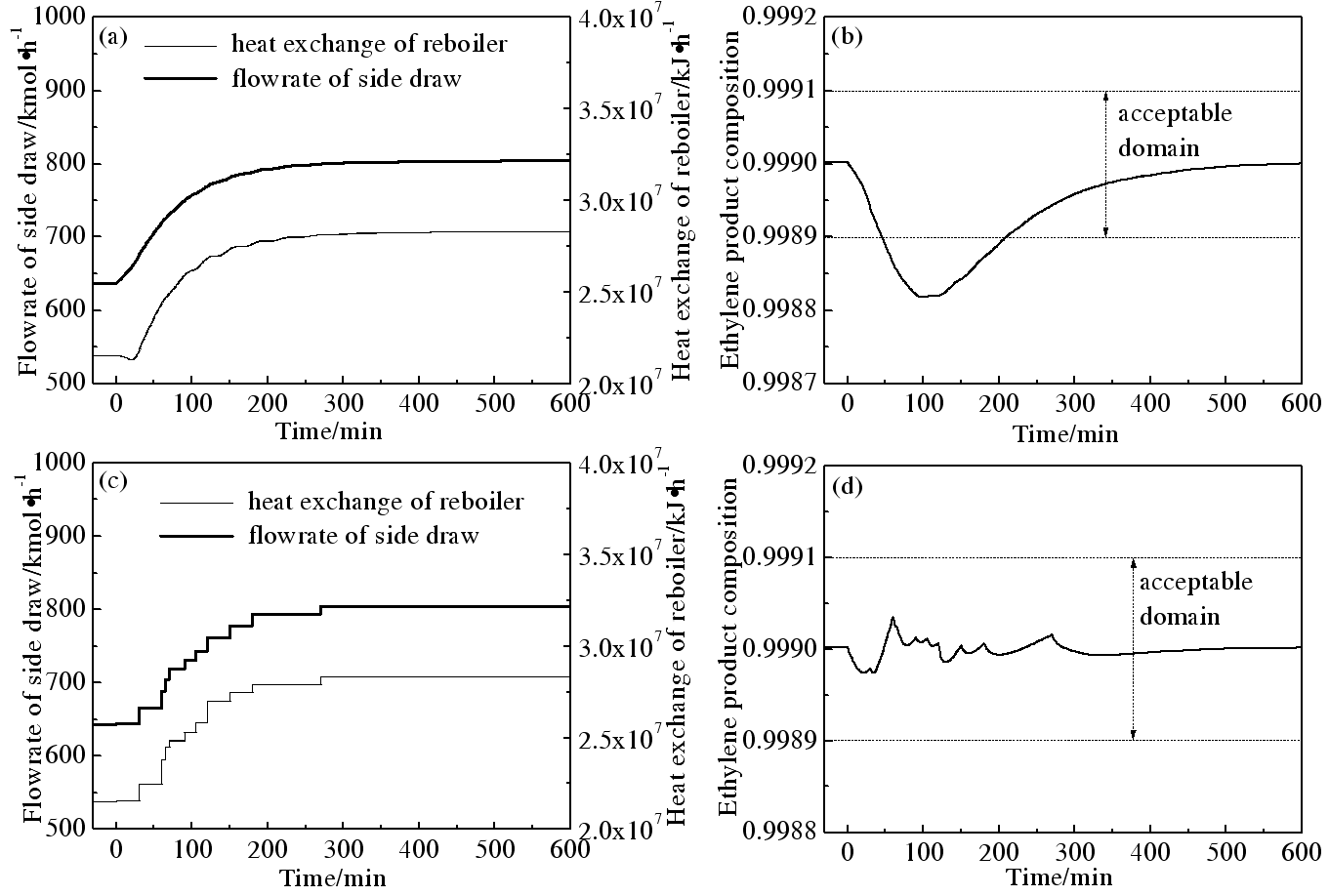
图4 乙烯精馏塔的过程迁移结果(其他方法)
图4b清楚地表明乙烯产品质量超出可接受范围。换句话说,对于过程迁移而言,常规控制策略不是合适的策略,这也说明了研究复杂控制策略的必要性。图4d表明,通过CVP方法获得的控制策略可以满足乙烯产品质量的要求,动态优化控制策略是合适的过程迁移控制策略。与图3a和3b相比,图4c中的控制轨迹在初始阶段没有显示出逆过程,这证明了基于动态优化的非连续控制策略在计算中丢失了重要的局部信息。与图3d相比,图4d中过程迁移的结果波动更剧烈,波动幅度更大。也就是说,对于过程迁移,基于频域的连续控制策略不仅是一种合适的控制策略,而且还是一种平稳的控制策略。
结论
本文讨论了基于频域的连续工业过程的过程迁移。首先讨论了动态优化的不足和局限性。其次提出了基于频域的分析方法。最后将上述迁移策略应用于工业乙烯精馏塔进行验证。仿真结果表明,本文提出的基于频域的分析方法可以满足过程迁移的要求。与采用CVP的优化方法相比,连续控制策略可以清晰地显示局部细节,控制效果得到显着提高。
作者简介:
罗雄麟,博士。现任中国石油大学(北京)教授、博士生导师、自动化专业(教育部高等学校特色专业)负责人、控制科学与工程(博士一级)学科负责人,校学术委员会委员、校学位委员会委员。北京人工智能学会理事会常务理事、北京自动化学会理事会常务理事。控制理论与过程控制、化工系统工程、机器学习学者。科研工作涉及控制理论及应用、过程控制工程、过程系统工程和机器学习等,同时长期从事炼油化工过程软测量仪表与先进控制、过程流程模拟与实时优化等技术开发与工程应用工作。